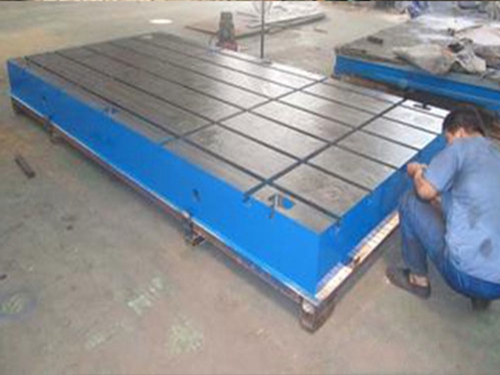
加工铸铁铆焊平板结构要求和熔炼工艺流程:
在加工铸铁铆焊平板时,在铸件的连接或转弯处,应尽量避免金属的积聚和内应力的产生,壁厚与壁薄相连接要逐步过度,并不能采用锐角连接,以防止出现缩孔,缩松和裂纹。
设计铸铁铆焊平板铸件时,不仅要保证使用性能的要求,还有满足铸件在制作过程中工艺性的要求。即考虑铸造生产工艺和合金铸造性能对铸件结构的要求。应尽量使生产工艺中的制模,造型,制芯,装配,合型和清理等各个环节简化,节约工时,防止废品产生,符合合金铸造性能的要求,以避免出现如缩松,缩孔,变形,裂纹,浇不足,冷隔,气孔和偏析等缺陷。使铸件的具体结构与这些要求相适应,以达到工艺简单,经济,快速的生产出合格铸件的目的。
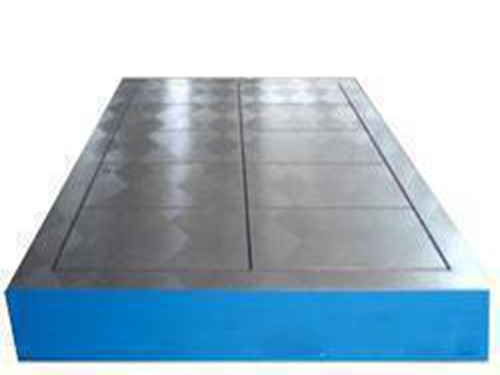
相对细长件或大而薄的铸铁平台件,为防止弯曲变形,应采用对称或加筋的结构,铸铁铆焊平板铸件的结构设计合理与否,对铸件的质量,生产率以及成本有很大的影响。铸铁铆焊平板铸件的机构包括:铸件外形,内腔,壁厚,壁与壁的连接及加强筋,凸台,法兰等。
加工铸铁铆焊平板时熔炼工艺流程:
焦炭块+废钢→电极块→提温→扒出焦炭块和电极块→取样分析含碳量→生铁→回炉料→取样分析Si、Mn→提温→锰铁+硅铁→出炉→孕育+球化→浇注。
制造铸铁铆焊平板熔炼过程中的注意事项如下:
(1)焦炭块装于炉底,目的是要创造较长的焦炭块在铁液中的浸泡时间。焦炭块用量是废钢的5%左右。废钢熔化50%左右,焦炭上边应用厚片状废钢遮盖。也可以用60~80 mm的废电极块代替焦炭装于炉底作增炭剂,含硫量更低,对获得优质球墨铸铁更有利。
(2)废钢使用比例主要决定于增炭效率。开始使用此法生产球墨铸铁的厂家,以30%左右为好。提高了增炭效率之后,逐步提高废钢使用比例。过多的使用废钢,如果增炭效率不高,则影响最终产品的碳硅当量。
(3)废钢熔毕,扦入电极棒,适当提高炉内温度,提高增炭效率。但是,炉温过高,增加电耗,对炉衬也不利。
(4)预估含炭量够高后,扒出焦炭块和电极棒,取样分析含炭量。
(5)根据分析结果,计算生铁加入量和回炉球墨铸铁使用量。
(6)根据含硅量估算,决定是否可用回炉料补足铁液总量。
(7)回炉料熔毕,取样分析Si、Mn等合金元素的含量。
(8)适当提高铁液温度,按照分析结果补足合金元素,达到出炉温后出炉前加入硅铁。
(9)硅铁熔至熔融状态,立即出炉。
(10)球化、孕育、浇注照常规进。