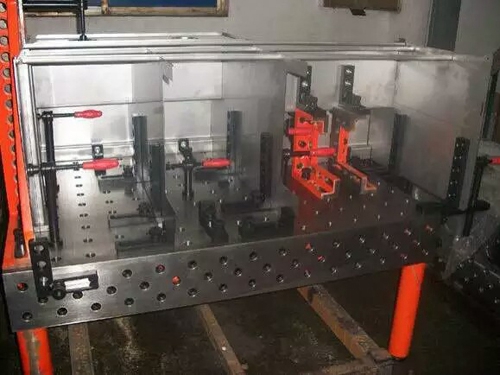
三维柔性焊接平台加工过程中的注意点:
三维柔性焊接平台放置或调整不正确会直接影响到测量精度,所以应正确的调整和放置。检定前通过改变三个支承点高度,用水平仪将三维柔性焊接平台大致调至水平,使平板的负荷均匀分布于各支点上。三维柔性焊接平台增加的支承点需垫平稳,不可破坏水面。
用水平仪检定时,平板本身为测量基面,其放置应稳定;用自准直仪检定时,仪器与铸铁平台不在同一刚体上.仪器支架牢固性尤为重要。所以检定规程要求检定场地应牢固稳定,检定地点应避免振动。这是因为:工厂常将小平板置于钳工台或桌子上,牢固稳定性差。检定人员在平板附近的走动、检定工具在平板上的移动,都会产生不同的重力,使平板的空间位置发生变化,测量结果不可靠。所以检定这类平台时,平板应移至牢固稳定的场地上,避免重力变化对测量结果的影响。
三维柔性平台的调整和放置固然重要,但是在加工过程中也有很多重要的点需要注意:
一、 先是三维柔性焊接平台原材料的使用方面
1、含钛(Ti)、含铝(AI)高的原材料以及高合金钢、不锈钢等禁止使用。
2、锈蚀、氧化严重,油污、煤泥、废砂多的原材料,清理干净后使用。
3、潮湿、带水的原材料,干燥后使用。
4、小于3mm的薄铁皮(管件)等,禁止使用。
5、原材料长度要控制在300-400mm左右。我公司生产划线铸铁平台
二、三维柔性焊接平台铁水熔炼方面
1、原材料装炉时,一定要紧实,尽量减少空间,以减少铁水吸气和氧化。
2、在每炉铁水熔化过程中,彻底清渣至少2-3次,并且,清渣后要及时覆盖聚渣和保温材料覆盖铁水,避免铁水长时间与空气接触吸气和氧化。
3、熔化好的铁水,高温等待时间不超过10-15分钟,否则,铁水质量会严重恶化,成为“死水”。
4、出铁温度不低于1540±10℃,出铁后,要及时除渣,同时覆盖聚渣保温剂,防止铁水降温和氧化。
5、禁用不符合标准的增碳剂。我公司生产铸铁焊接平台
三、三维柔性焊接平台孕育剂方面
1、使用前应经300-400℃烘烤,去除其吸附的水分和结晶水。
2、孕育剂粒度5-10mm.
3、孕育剂含铝量<1%
合格的三维柔性焊接平板离不开严格的标准和正确的加工工序。