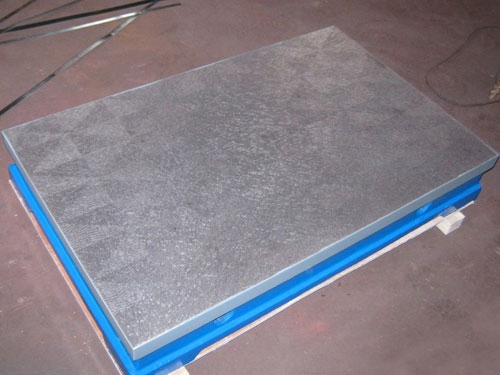
铸铁检验平板制模的不良因素和应对措施:
要想提高铸铁检验平板的质量, 提高压型的制造质量,从源头上解决压型的质量问题,使其满足蜡模表面的质量要求,充分做好制模前的各项准备工作,如检查压型是否符合工艺要求,清理压型的型腔和分型面,使其净洁,不残留赃物和水分等。制模时,严格执行工艺和操作规程,确保各项工艺参数在工艺规定的范围内。
铸铁检验平板制模时会产生不良因素:
1、注射蜡料的温度过高,提高了蜡料的流动性和充填能力。如果压力过大,会进一步促使蜡料渗透压型的分型面,从而形成飞翅。
2、制模时,注射的蜡料温度过高,压力过大。我公司生产铸铁平台
3、制模时,压型的分型面上有赃物,或没有锁紧压型;很容易使蜡料渗入压型的分型面,在蜡模上产生毛翅。
4、压型设计不当,或制造质量较差,分型面不平,表面粗糙度高,有间隙,不能满足蜡模表面质量要求,易使蜡模表面产生毛翅。
5、压型的使用时间过长,分型面局部磨损,留有间隙;制模时,易在蜡模表面产生毛翅。
6、选材不当,刚度差,或压型的锁紧定位不当,造成压型留有间隙,制模时易在蜡模表面产生毛翅。
铸铁检验平板制模时不良因素对应措施:
1、制模时,应严格控制蜡料温度在48~52℃,注射压力为0.2~0.6MPa。
2、制模合型前,仔细检查分型面,并清理干净;同时要锁紧压型。我公司生产划线铸铁平台
3、降低压型分型面粗糙度,同时提高压型分型面的制造质量,保证分型面的平面度和粗糙度,使其满足图样要求。
4、制定合理的压型使用寿命,加强使用前检验,发现问题及时修复,确保压型处于合格状态。
5、改进压型设计并合理选材,增加压型的刚度, 时调整锁紧定位的位置;确保压型质量。