铸铁平台在铸造过程中的正确控制:
铸铁平台的强度、硬度、塑形、韧性等力学性能,通常是用标准试样进行力学性能试验。对于一些要求高的铸铁平板,在铸造时专门浇出试样毛坯也就是我们平时说的试棒,然后放在专业设备上检测。
灰铸件通常规定试棒尺寸直径30mm长350mm。对于一些体积收缩较大的金属,如铸钢等,制取试棒时要考虑补缩问题。
使被测面上各点高度相对于旋转后的基准平面的数值符合 小条件判别准则的要求,铸铁平台基面变换的基本原理就是以原始丈量数据数值的增减来表征基准平面的平移或旋转或既平移又旋转。通过基准平面适当的平移、旋转。获取 小条件原则的平面度误差值。基面变换中,评定基面位置不时地改变,被测面各点高度也随之改变,当各点高度分布状态符合 小条件时,即找到评定基面方位,可以评定平面度误差值。这就是基面变换所要达到目标。基面变换的方式有基面平移和基面旋转两种。
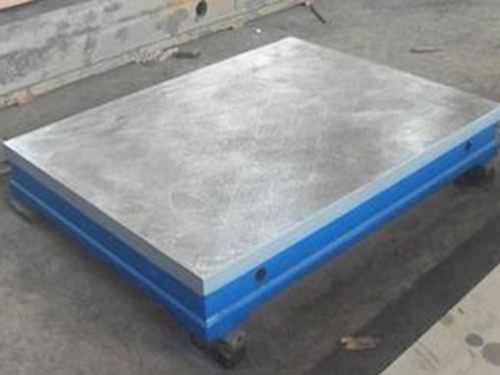
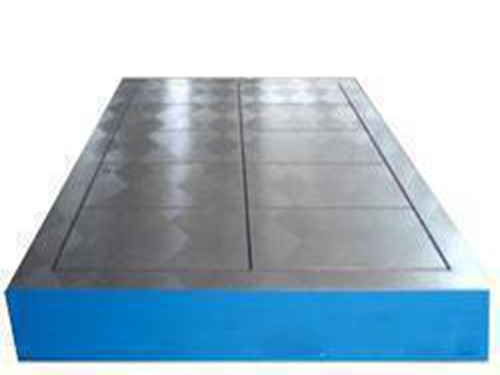
铸铁平板用于机械、发动机的动力实验,设备调试,具有较好的平面稳定性和韧性,划线铸铁平台表面带有T型槽,可以用来固定实验设备。铸铁平台平板的使用是根据产品图样的尺寸要求,用划针工具在毛坯或半成品上划出待加工部位的轮廊线或作为基准的点、线。在单件或小批量生产中,用划线来检查毛坯或半成品的形状和尺寸,合理地分配各加工表面的余量,及早发现不合格品,避免造成后续加工工时的浪费。
铸铁平板铸造的过程中的控制,型砂的性能将直接影响铸件的质量量具,沙应具有良好的渗透性,湿强度,流动性,的可塑性等优惠。严格按照除此之外的顺序:旧砂 - 砂 - 粘土 -煤粉锅炉 - 水。混合粉碎预定在6〜7分钟,约5小时的混合,研磨和混合彻底地。充分混合,过筛,打松,然后用型砂填充具有松散性,以提高透气性,的流动性。铸造铸造的过程控制。无情的抛弃的水倾倒之前,教养,煤渣处理。
铸铁焊接平台在铸造过程中为了不断流,光滑,以避免红沙和沙眼的形成。运行火堵塞漏铸件的水,使投的水,为了减少在的冷隔缺陷。铸造清理处理程序控制,清理过程中从模具中清洗量具量具铸造冷却铸造后,获得的表面缺陷量具铸件的。