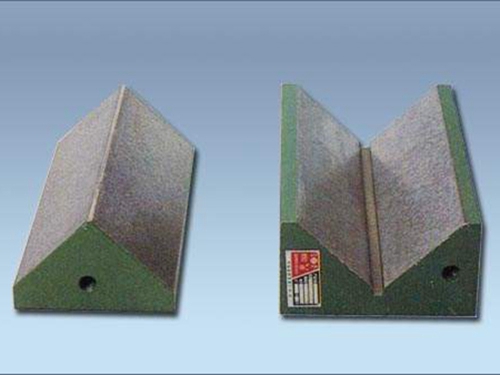
 不等边垫铁不等边垫铁在机床制造及修理工作中,垫铁是一个种检查导轨精度的...
不等边垫铁不等边垫铁在机床制造及修理工作中,垫铁是一个种检查导轨精度的...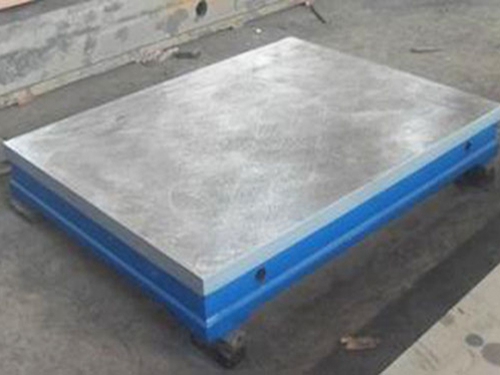 铸铁平板铸铁平板:主要用于检验工件误差的基准,检验平板/检验平台在机...
铸铁平板铸铁平板:主要用于检验工件误差的基准,检验平板/检验平台在机...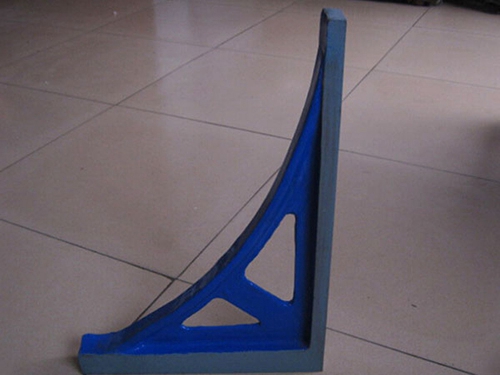 铸铁直角尺铸铁直角尺类包括方尺、弯板等90°专用工具,它的特点是精度高,...
铸铁直角尺铸铁直角尺类包括方尺、弯板等90°专用工具,它的特点是精度高,... S86防滑精密数控机床调整垫铁S86防滑精密数控机床调整垫铁产品特点:减振橡胶有效的衰减机器自...
S86防滑精密数控机床调整垫铁S86防滑精密数控机床调整垫铁产品特点:减振橡胶有效的衰减机器自... 等高垫铁等高垫铁又称等高垫块,等高块是六个工作面的正方体或长方体,通...
等高垫铁等高垫铁又称等高垫块,等高块是六个工作面的正方体或长方体,通...大型划线铸铁平台铸造工艺方法解读:
大型划线铸铁平台铸件往往是单件小批量生产,没有现成的工装砂箱,投资较大,其材质要求具有良好的精度稳定性、抗压强度和减震性,良好的切削性能和铸造性能。
大型划线铸铁平台铸造工艺首先要生产该类件需有专用工装,一般铸造厂无此专用工装,而且该类件往往都是定单制作,批量不大,没有规模效益。所以要生产该类件所投工装砂箱费用比铸件的价值还要大,一旦导轨等重要部位出现重大缺陷造成废品,那损失更是不可估量。因此铸造厂做此类铸件有时得不偿失,而且10m多长的铸件需要10m多长的砂箱,对整铸式砂箱的强度和刚度要求也相当高,如果在吊装过程中发生折断砂箱的情况,造成人员伤亡,那更是雪上加霜。
因此如何生产此类铸件,非常值得探讨。一般厂家采用地坑造型,但对于紧张的造型面积,地坑造型不是很合适,而采用简易的组箱组芯法较好地解决了这一问题, 它可以有效利用车间面积。
大型划线铸铁平台组箱组芯法区别于传统的组箱组芯法(劈模造型)。传统的劈模造型是将模样根据各个面的形状分成几部分,然后将这几部分固定在模板上,再用专用砂箱舂箱,舂完箱再将各面砂箱组起来,用螺栓紧固好,空腔用砂芯组合。而新型组箱组芯法不用外模样,不用模板,直接将分段砂箱组合起来,在组合好后的砂箱内用砂芯直接组出铸件结构形状。
采用组箱组芯法制作专用工装,铸件结构形状全部用砂芯组合,重点要解决好砂箱组合起来的刚度问题,所以必须用螺栓连接,这是该件能够投产的前提条件。对于分成若干段的总共长达十几米的砂箱,重点保证砂箱的强度和刚度的连续性,要求混砂速度快, 舂砂也要跟上出砂的节奏, 否则易出现砂型隔层裂纹等缺陷。
大型划线铸铁平板组箱组芯法把砂箱做成不同规格(1m、1.5m、2m、3m等)不同数量的几段,然后拼凑起各种长度和宽度不同的砂箱框,各段砂箱间用螺栓联结,满足不同长度和宽度的铸件需求,通用性强,一套工装可满足几种铸件的生产,工装费用大大降低,适用范围广,且操作方便,对砂箱的尺寸精度要求低。该工艺将长达十几米的砂箱分成几段,减小每块砂箱的重量和尺寸大小,降低在行车吊装过程的危险性,可成功地避免这方面的安全事故,因为曾经发生几米长的砂箱在吊装过程中折断而发生危险的事情。组箱组芯法与传统方法的比较。该方法缺点是要求操作人员的素质较高,操作过程尺寸精度的控制很大程度上依赖于操作人员的把握。
