铸铁焊接平台铸造工艺的修复方法:
铸铁焊接平台铸件采用同时凝固的工艺使铸件各部分温差很小,几乎同时进行凝固。因各部分温差小,不易产生热应力和热裂,铸件变形小。设法改善铸型、型芯的退让性,合理设置浇冒口等。同时凝固的示意图,该工艺是在工件厚壁处加冷铁,冒口设薄壁处。铸铁焊接平台铸件时效处理是消除铸造应力的有效措施。
铸铁焊接平台时效分自然时效、铸铁焊接平台铸件热时效和共振时效等。所谓自然时效,是将铸件置于露天场地半年以上,让其内应力消除。热时效(人工时效)又称去应力退火,是将铸件加热到550-650℃,保温2-4h,随炉冷却至150-200T,然后出炉。共振法是将铸件在其共振频率下震动10-60ndn,以消除铸铁焊接平台中的残留应力。
为实现铸铁焊接平板表面的裂纹缺陷修复,设计激光热修复方法及工艺,确定可用于修复的合金粉末种类,通过实验研究修复区与基体的冶金结合状态,明确铸铁焊接平台基体的显微组织特性及转变规律。实验结果表明,在连续激光能量作用下,不同合金粉末材料与基体形成了不同结合状态,表现出不同的机械性能,采用合理的加工工艺,在完成修复的同时可获得表面性能的提升。 为了改善修复层质量,提出激光局部自预热策略。通过数值模拟和实验分析不同预热工艺对修复效果的影响,确定配套的预热工艺参数,局部自预热能有效降低热拉应力水平,残余应力分布更为合理;减少了脆硬相和白口组织,可使组织均匀化并降低石墨尖端的微裂纹萌生机率。激光局部自预热处理提高了修复质量、改善了修复区材料性能,较现有方法能够获得更理想的预热效果,为完善激光热修复工艺体系、提高修复质量提供理论支持和灵活高效的技术手段。
铸铁焊接平台的铸造工艺具有较好的综合机械性能:抗拉强度、延伸率和冲击功都比较高。同时,它还有良好的铸造性能。目前,国内多数工厂在生产铁素体球铁件时大都采用铸后热处理——退火,来保证各项机械性能指标。这种工艺,不仅生产周期长,往往在退火过程中铸件产生变形,增加了清理校正的劳动量。同时国外很多工厂,则早已采用严格的生产工艺,使铸件在铸态就能达到铁素体球铁所要求的全部机械性能,不再进行退火。
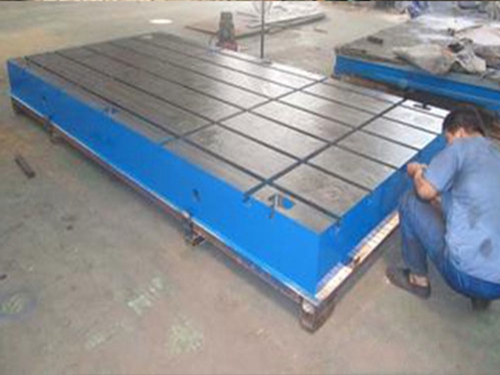
相对来说铸铁焊接平台的精度要求不是很高、一般精刨三级就够用了。铸铁焊接平台主要用途是钣金焊接效正用,一般焊接平台做的会厚些扎实些故而成本也会提高一些。
铸铁装配平台具体适用于用于机械、发动机的动力实验,设备调试;具有较好的平面稳定性和韧性,表面带有T型槽;可以用来固定实验设备,作精密装配,铸铁焊接平台在机械制造中也是不可缺少的基本工具。
铸铁焊接平台应经过两次人工实效(退火处理)或者自然时效2-3年,以消除平台内部的部分白口组织,减少铸铁平板铸件的内应力。从而提高铸铁平台工作表面的硬度和耐磨性。使得铸铁焊接平台的精度稳定,耐磨性能好。