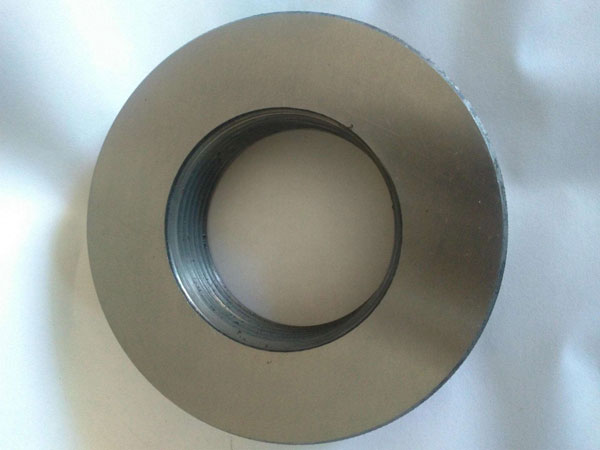
锥度光滑环规的测量方法:
光滑环规是一种“量具”是用来检测标准外螺纹中径的,两个为一套,一个通规,一个止规。两个环规的内螺纹中径分别按照标准螺纹中径的最大极限尺寸和最小极限尺寸制造的,精度非常高。规格品种与常用外螺纹(螺丝)规格品种一样多。
使用方法:分别用两个光滑环规往要被检测的外螺纹上拧(顺序随意)。(1)通规不过,(拧不过去)螺纹中径大了,产品不合格。(2)止规通过,中径小了,产品不合格。(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有时还能多拧一两圈,但螺纹头部没岀环规端面)就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产品。
锥度光滑环规内锥度的测量,一般是在平板上用钢球、量块和千分表进行。这种方法测量精度较低,对于小尺寸孔径的锥体测量,此法就不适用了。我们在立式测长仪上利用自制专用测头和钢球测量内锥度,操作简单,若钢球尺寸与圆度误差适当控制,锥角的测量精度可在秒级范围。
1、将专用测头装在仪器安装轴上,使专用测头的工作面与仪器工作台上预先放好的量块(5mm)完全接触,然后根据被测锥体的高度,调好仪器行程,取下仪器工作台上的5mm量块。
2、将被测锥体放在仪器工作台上,锥体小头为测量基面,锥体小头端面应清洁,不得有毛刺,且端面应与锥体中心线垂直。
3、在锥体内放上一个适当直径的小钢球d,操纵仪器使专用测头与钢球d接触,然后,用手前后左右轻轻移动锥体,同时观察目镜,找到测头与放入孔中的钢球的最高接触点,得读数M1。
4、移高测头,再放上一个适当直径的大钢球D,并使选用的大钢球的最高点超出锥体大端面,按上述操纵方法,使测头中心与大钢球D的最高点接触,此时眼睛也看得到。再用手前后左右轻轻移动锥体,同时观察目镜,找到测头与钢球的最高接触点,得读数M2。则:H=M2一M1。被测锥体斜角口按下式计算:sana=(D-d)/(2H-D+d)式中的D与d为大小钢球直径的实际尺寸。当锥体长度较短时,为防止两钢球接触,可先放一个适当的小钢球d,测出尺寸M1,取出小钢球d,再放上一个适当的大钢球D,测出尺寸M2,其测量方法与上述相同。锥体斜角仍按上述公式计算。