分析铸铁焊接平台的检验标准
目前对于各种检测 度要求的提升,铸铁平台检具的生产检测标准,也是出现了相应的参数改变。其中铸铁焊接平台平面度的检测就是需要注意的,任何测量检具的平面度与其检测 度,有着本质型的联系。以往大家都是使用对角线检测的方法操作,由于当今需检测工件规格的增大,对于这些测量检具的使用需要也是发生着变化。因此设备平面度检测的相应改变,就是你我不能够忽视的问题。
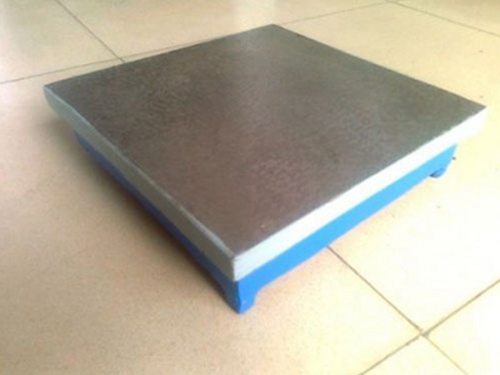
为确保这些平台检具的检测 度,铸铁焊接平台设备的制作材质,以及各种产品的处理突进也是发生了改变,这是提升铸铁检具性能的有效途径。这种能够用于 划线,以及对于零件尺寸偏差度的检测。铸铁焊接平台市场常见的测量检具规格是由长与正方形以及圆形规格的产品构成的,根据实际检测需要的不同可以加工相应的固定槽。我公司生产划线铸铁平台
只有那些能符合机械设计为JB/T7974的技术参数,以及按照GB/4986/85标准制造生产的焊接平台工具,才能够成为大家进行工件检测选择。这些技术标准对于平台检具的铸铁材质参数,设备的平面 度误差,以及科学的检测操作流程问题等,都是进行了正规型的明确。
在进行铸铁检具的使用时,需要进行及时清理平台工作面,而后进行 的防锈油涂抹处理,对于 度下降的焊接平台可用专业的调试或刮研操作修复。
铸铁焊接平台铸造时还要注意以下这些问题:
1、 先铸造碾砂过程当中要控制好,型砂的性能将直接关系着平台量具铸件的好坏质量,因此型砂应该具备有很好的透气性,湿强度、流动性、可塑性和退让性等。
2、严格按照加料顺序:旧砂-新砂-粘土-水。焊接平台平台混碾时间定在6~7分,混碾后进行约5H左右调匀。铸造浇注过程的控制。浇注前要对铸水进行孕育和扒渣处理。
3、在浇注检验平台铸件过程中要到大流,不断的流、平稳,倒满为止,跑火时要及时堵住漏铸水的部位,并补充铁水,以减少冷隔、浇不足等缺陷。我公司生产铆焊平板
4、铸造清理检验平台过程的控制,清理过程是量具铸件冷却后从铸型中清理量具铸件,以获得表面无缺陷的平台量具铸件。选择合理的浇注系统,使量具铸件顺序凝固,以得到组织均匀的量具铸件。