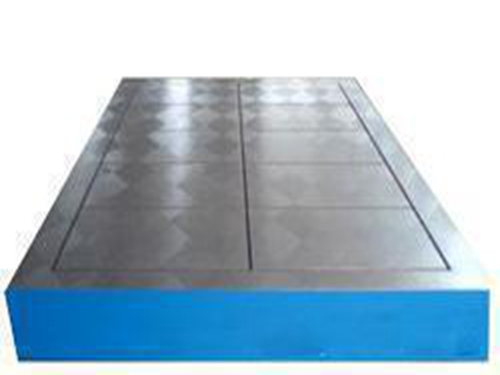
造成 铸铁油槽平台的磨损原因:
在常见的各种 铸铁油槽平台中,以灰铸铁油槽平台的铸造性能 好。它流动性良风可浇注形状复杂的细小、薄壁铸件(铸件的 小壁厚为5—6mm),同时因其收缩小,除大型铸件外,很少设置冒口,只设排气口即可。
且一般可用湿型浇注,故使用灰铸铁平台铸造时设备简单操作方低生产串高成本低廉。球墨铸铁平台由于浇注前需要经过球化处恐使铁水温度降低沉动性变低球墨铸铁平板的收缩宰也比灰铸铁平台大。
在机械加工过程小, 先将 铸铁油槽平台定位于加上机台上,然后用夹具将其冈定,再用刀具对铸件需要处职的部位进行加工,待加工完成后,将夹具放松。
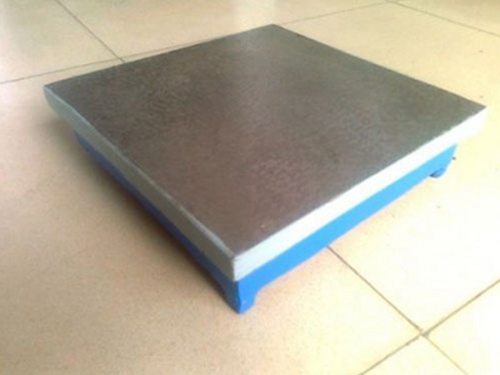
铸铁油槽平台初期磨损量大,这是由于磨损面不平滑,实际接触面积小,比压大所造成的。对于 铸铁油槽平台来说,使用中平台刮研接触斑点始终处于初期磨损阶段,这是造成刮研接触斑点磨损主要原因。根据磨擦速度、接触压力,磨损速度v=0.3~0.5m/s的状态下,磨损量 大,这一段称为粘着磨损。铸铁焊接平台的使用状态下,工件在平台上移动速度也正是在这一阶段上进行工作的,这是造成刮研接触斑点磨损的原因。
铸铁油槽平台事实上,由于固体表面较粗糙,两物体表面总是在个别点上发生接触,因此,实际接触面积比理论接触面积要小得多。因为实际接触面小,所以即使在负荷很小的情况下,也会产生很大的单位压力。由于表面粗糙度不同,在单位压力作用下,接触面的磨损也随磨擦力的不同而不同。我公司生产划线铸铁平台
铸铁油槽平台材料、硬度、环境以及维护、保养等因素也会对刮研接触斑点的磨损产生不同影响。