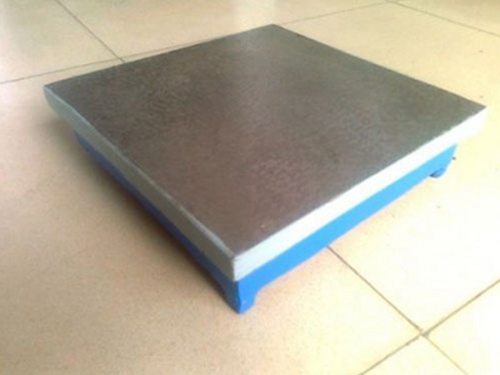
大型机床床身铸件的浇注位置和浇注温度同样重要:
大型机床床身铸件在浇注时对其位置的选择是有严格要求的。同时对铸件质量、造型方法、砂箱尺寸、铸件加工余量等都有着很大的影响.所以在选定浇注位置时应以保证铸件质量为主,所以要注意以下的几个原则:
1.应将大型机床床身铸件上质量要求高的表面或主要的加工面,放在铸型的下面。如果做不到,可将该表面置于铸型的侧面或倾斜放置进行浇注。
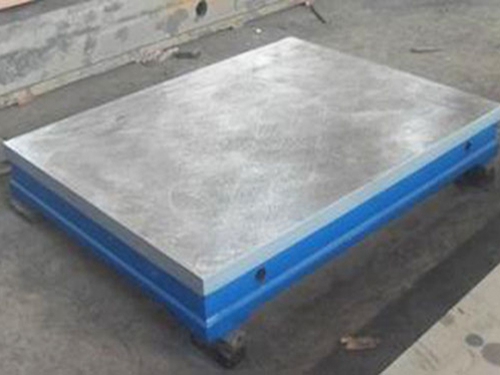
2.对于具有大平面的铸件,应将铸件的大平面放在铸型的下面。例如,在浇注带有筋条上的平板时,应将大型机床床身铸件的大平面放在铸型的下面,这样可使铸件的大平面不容易产生夹砂等缺陷。
3。对于具有大面积的薄壁部分放在铸型的下部,同时尽量使薄壁立着或倾斜着浇注,这样有利于金属的充填。它将铸件大面积的薄壁部分放在铸件的下面,使这部分能在较高的金属液压力下充满铸型,防止浇不足。我公司生产划线铸铁平台
4.对于一些需要补缩的大型机床床身铸件,应把截面较厚的部分放在铸型的上部或侧面。这样便于在铸件的厚壁处放置冒口,造成良好的顺序凝固,有利于大型铸件补缩。应使大型铸件总的生产工时和材料消耗 少。
5.对于带有泥芯的铸件,应使泥芯能放置牢固并在合箱时便于检验。由于泥芯较长,刚度不够,在金属液的浮力作用下,泥芯产生的弯曲变形。
对大型机床床身铸件浇注位置有严格要求同时它的浇注温度也很重要。如果浇注温度过高将大大提高废品比例,浇注温度过高会引起砂型涨大,特别是具有复杂砂芯的灰铸铁件,当浇注温度≥1420℃时废品增多,浇注温度为1460℃时废品达50%。在生产中,利用感应电炉熔炼能较好地控制铁液温度。我公司生产铸铁平台
如果浇注温度过低同样也会造成缺陷:1.硫化锰气孔此种气孔位于大型铸件表皮以下且多在上面,常在加工后显露出来,气孔直径约2~6mm。有时孔中含有少量熔渣,金相研究表明,此缺陷是由MnS偏析与熔渣混 合而成,原因是浇注温度低,同时铁液中含Mn和S量高。适量的含S量和适宜的含Mn量(0.5%-0.65%),可以显著改善铁液纯度,从而有效地防止这类缺陷。
2.砂芯气体引起的气孔 气孔和多空性气孔常因砂芯排气不良而引起。因为造芯时砂芯多在芯盒中硬化,这就常使砂芯排气孔数量不够。为了形成排气孔,可在型芯硬化后补充钻孔。
3.液体夹渣 加工后大型铸件表皮之下会发现一个个单体的小孔,孔的直径一般为1~3mm。个别情况下只有1-2个小孔。金相研究表明,这些小孔与少量的液体夹渣一起出现,但该处未发现S的偏析。研究表明,这种缺陷与浇注温度有关,浇注温度高于1380℃时,铸件中未发现这种缺陷,故浇注温度应控制在1380—1420℃。值得一提的是改变浇注系统设计,未能消除此缺陷,故此种缺陷可以认为是由于浇注温度低以及铁液在微量还原气氛下浇注时形成的。我公司生产铸铁焊接平台
浇注温度过低 常见的原因是浇注前,铁液在敞口的浇包中长时间运输和停留而散热。用带有绝热材料的浇包盖,可以显著地减少热损失。
想要生产出合格的产品,任何一道工序都不能疏忽,因为它们是环环相扣的,不能出一点差错。