铸铁平台的人工刮研具体介绍:
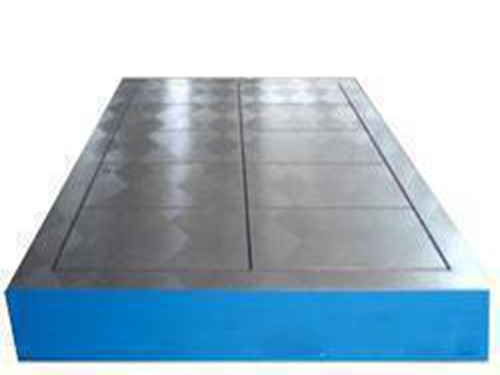
铸铁平台作为检测工件平直度或作为检验工作的辅助工具,起到了基准定位面作用。所以铸铁平台的平面度和精度很重要。为了能够到达所要的平面度和精度就需要人工刮研这一工序。
说到刮研也是很有讲究的,铸铁平台对于浓黑点刮削的刀迹大小应同按粗、细、精3个阶段规定大小刮削,其检验铸铁平台刀迹方向应同方向排列,逐步刮削到黑点全数刮完,经研磨显示后, 遍以交错方向刮削也将黑点全数刮完, 指出,每轮刮削,刀迹 交错,否则将影响表面光洁度。
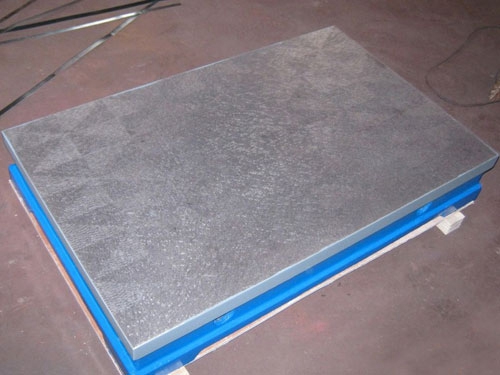
铸铁平板经过刮研及研磨以后,凸起部分的铸铁平台表面显示的全是黑点,黑点分亮点、浓黑点、淡黑点,这些黑点在刮研中是一个变量。经过连续的交替循环不断地运作不断地刮研,黑点由稀少变稠密,由不均匀分布变为均匀分布,黑点的演变过程,也是表面光洁度,表面接触精度,地轨表面几何精度逐步提高的过程。
铸铁平台刮削中对黑点按亮、浓、淡在用力上应有轻重之分,对亮点,大浓黑点用力要大,对大多数的浓黑点用力要适中,对淡黑点,则保留不刮,待下轮显示后变黑时再刮, 强调指出,对于分布在铸铁平台平面边、缘、角落的亮点。因隐布稀少,极易为人眼所忽略,极易漏刮,因为漏刮点在研磨时往往顶起研磨平板,妨碍黑点的正常显示,会形成黑点越刮越少的现象。
铸铁平台的的刮研工序也分好几个步骤,接下来就给大家具体介绍粗刮——细刮——精刮——刮花
粗刮一般是对划线铸铁平台表面比较粗糙、加工痕迹较深或表面严重生锈、不平或扭曲、刮削余量在0.005mm以上时,应先粗刮。粗刮的特点是采用长刮刀,行程教长(10mm~15mm之间),刀痕较宽(10mm),刮刀痕迹顺向,成片不重复。铸铁焊接平台机械加工的刀痕挂除后,即可研点,并按显出的高点刮削。
细刮就是将粗刮后的高点刮去,其特点是采用短刮法(刀痕宽约6mm,长5mm~10mm),研点分散快。细刮时要朝着一定方向刮,刮完一遍,刮 遍时要成45度或60度方向交叉刮出网纹。当平均研点每25㎡×25㎡上为10~14点时,即可结束细刮。
精刮:在细刮的基础上进行精刮,采用小刮刀或带圆弧的精刮刀,刀痕宽约4mm,平均研点每25㎡×25㎡上应为20~25点,
刮花的作用一是美观,二是有积存润滑油的功能。一般常见的花纹有:斜花纹、燕形花纹和鱼鳞花纹等。也不是所有铸铁平台都要进行刮花,一般是根据铸铁平板功用或是客户需求来决定。