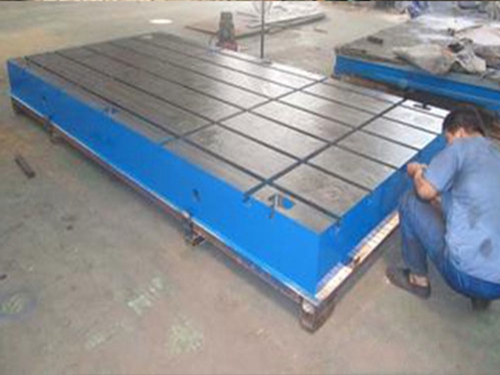
出售铸铁平尺的正确使用方法:
出售铸铁平尺由河北兆基精模铸铁平台厂家按JB/T7977-99标准制造,材料选用HT250,工作面采用刮研或精密磨削工艺,用于机床检验中检验不平度和不直度两个工作面是配合块规,千分尺,水平仪等仪器检验,不同高度,两导轨的平行和不连接导轨的水平,并可以配合直角尺,检验只用直角尺无法检验的两机件的垂直度的量具,还适用于设备安装和检查。

出售铸铁平尺工作面直线度,通常是用水平仪或自准确直仪以节距法进行检定。这种方法是通过对铸铁平尺规定的截面上个别点进行检测,根据这些点的数据计算出整个长度的平尺直线度误差值。该法受到测点限制,不可能对平尺整个长度做完整的检定,仍有局部位置未检定。通常把平尺局部位置的误差称为局部误差。为了真实反映整个长度上平尺直线度误差状况, 对平尺局部误差进行检验。
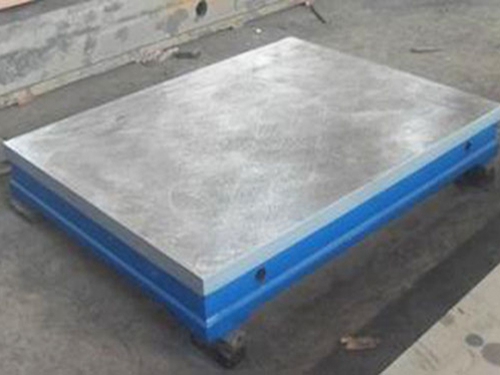
出售铸铁平尺使用前,将铸铁平尺工作面和被测表面擦拭干净,不应有锈蚀,斑痕,鳞片,凹坑,裂缝以及其他缺陷,否则将会直接影响测量的准确度,甚至划伤平尺和被测工件的工作面。
出售铸铁平尺用三尺互研法新制和修理后易产生扭曲现象。为了地保证铸铁平尺的加工质量和使用性能,对于工作面宽50mm以上的平尺应检定平尺工作面的扭曲度。
出售铸铁平尺检定规程规定用合像水平仪横放在平尺上,其任意两个位置读数差不应超过规定数值的1/4.标准规定按平面度进行检测,其误差应不大于表规定的直线度值。其检测方法可自选。例如可用水平仪在平尺工作面上按四条封闭的轨迹检测出各点的读数,按平面度误差定义求出工作面平面度误差值。这两种方法都能有效控制铸铁平尺扭曲度误差,可按具体情况选用。