 研磨平板研磨平板(研磨平台)是一种为了能够保证工件精度和表面光洁度而...
研磨平板研磨平板(研磨平台)是一种为了能够保证工件精度和表面光洁度而... 风电测试台风电测试台又称为风电试验台,风力电机模拟试验台。风电测试台制...
风电测试台风电测试台又称为风电试验台,风力电机模拟试验台。风电测试台制...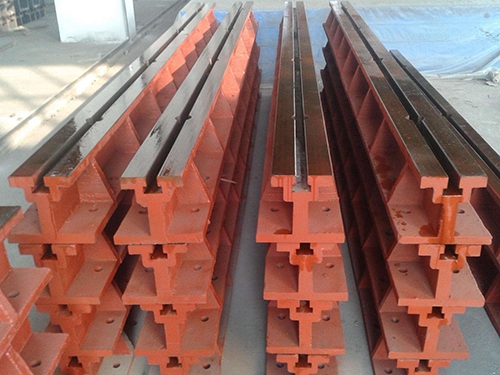 地梁地梁主要是根据设备的固定点来设计、拼接成铸梁平台,用于大型设...
地梁地梁主要是根据设备的固定点来设计、拼接成铸梁平台,用于大型设... S86防滑精密数控机床调整垫铁S86防滑精密数控机床调整垫铁产品特点:减振橡胶有效的衰减机器自...
S86防滑精密数控机床调整垫铁S86防滑精密数控机床调整垫铁产品特点:减振橡胶有效的衰减机器自... 划线平板划线平板(平台)的用途是检查机器零件平面度,直线度等形位公差...
划线平板划线平板(平台)的用途是检查机器零件平面度,直线度等形位公差...解读铸铁地轨的加工工艺和安装工艺:
在铸铁地轨的加工过程中经过固溶处理或淬火后在温室或高于室温的适当温度保温,以达到沉淀硬化的目的。在室温下进行的称自然时效,在高温下进行的称人工时效。它可使铸铁地轨的尺寸及性能发生微小变化,影响其使用性能.
铸铁地轨自然时效十分缓慢,可达几年以上,因此常对铸铁地轨进行人工时效处理,以加速时效进程,稳定组织性能。时效处理是将工件加热到较低温度保持较长时间后缓冷的处理方法。对于精度要求不高的铸铁地轨,时效处理与低温回火同时进行。对于精度高的铸铁地轨,则常在低温回火后和粗,精车或粗,精刨之间进行。
而在地轨铸件浇注中, 先要包管地轨铸件的壁厚应该要合适。在一定的铸造条件下,铁水应该充满铸型的 小厚度, 小厚度既是铸铁地轨的 小壁厚。为了避免地轨铸件产生浇注不足和冷隔缺陷,应该在计划地轨铸件壁厚的的时,使地轨铸件壁厚不小于 小壁厚。我公司生产铸铁平台
另外,铸铁地轨薄壁部分因浇注时冷却速度比较大,容易产生白口组织,使该处既硬又脆加工难度变大,为了防止白口,地轨铸件的壁厚应该足够大。相反,壁厚地轨铸件容易产生缩孔、缩松、石墨粗大等缺陷。厚大的球墨铸件,容易出现球化阑珊、造成球化不良,使地轨铸件的力学机能下降。因此,地轨铸件的壁厚也不应该计划的过厚,应该不超过地轨铸件的临界壁厚。
铸铁地轨在安装的时候为了防止变形,在吊装时用长度相等的四根钢丝绳,分别同时挂住两侧的起吊孔上方可吊装。然后将支承点垫好,使其都受力均匀,保证稳定性。用8mm的铁膨胀钉或射钉,在轨道的内侧两边固定好,使地轨地面与地面接触实,不能有一点缝隙,以免造成载荷后发生变形扭曲的现象。埋设的深度应略高于地面装饰层3-5mm之间, 后在调至合格精度。
铸铁地轨安装调试合格后的精度值 控制在,任意1m的长度内水平的偏差值不大于1mm,全长不大于2mm,相互之间对应点的水平偏差不大于1mm、平行度偏差小于2mm的范围之内即为合格。
